|
|
|
|
|
What is
HOT-DIP galvanizing |
|
|
|
Dipped the pretreatment articles into zinc bath , after an
immersion period the protective zinc coating will be formed on the surfaces of
articles. This technology is called hot-dip galvanizing. In fact, hot dip galvanizing is a reaction process between iron and
liquid zinc. When articles are dipped into zinc bath at a temperature of 450
Celsius, the liquid zinc reacts with the steel surfaces by inter-diffusion to
form Fe-Zn alloy layers. Since galvanizing forms a metallurgical bond between
the zinc coating and the underlying steel, the galvanized coating is adherent to
the base steel very effectively and compactly, which provides the coating with
excellent protection against corrosion and damage. Therefore, hot-dip
galvanizing is universally applied for protecting steel product. |
|
|
|
Advantages of HOT-DIP galvanized
coating |
|
|
|
|
|
|
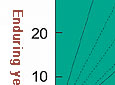
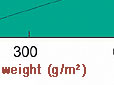
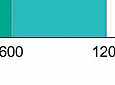
The
relationship between the coating weight and life of protection |
|
|
|
|
|
|
Deformation of HOT-DIP galvanized articles and prevention
methods |
|
|
 Reason of
the deformation Reason of
the deformation |
|
|
The residual stress would be caused during the process of
casting, forging, welding and machining of steel articles, and the residual
stress will be released and make the articles deformed when the articles are
dipped in hot zinc bath. On the other hand, if the different regions of
galvanized article are cooled unevenly during the quenching in water after
galvanizing, the deformation will also occur. But it's very difficult for
galvanizer to entirely predict and avoid the deformation of the articles in
these cases.
|
Tendency of the deformation |
 |
If articles have the same shape, the thinner and longer they
are, and the more serious the deformation will be.
|
|
|
If articles have same thickness or length, the deformation
will be more serious in the order: I-steel, channel steel, angle steel, and
steel plate.
|
|
|
For a tube, deformation in the length will be more serious
than that in the diameter; and only a little deformation is caused on the tubes
with square and rectangle section.
|
Prevention methods |
|
|
According to the reason and tendency of the deformation, the
slim and long structure should be avoided as possible, and assembled components
should be used as possible at designing process. If necessary, the following
methods can be used for reducing deformation: strengthening the structure by
supplementary temporary brace;
adopting symmetry welding method and tempering for reducing the stress after
welding;
disconnecting components of the steel structure before HOT-DIP galvanizing;
choosing the right hanging position and suitable cooling rate.
|
|
|
The hermetic hollow
articles cannot be galvanizing |
|
|
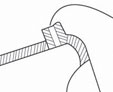
The first reason is the density of liquid zinc is 6.6g/cm³.
If there is air inside articles, the articles will be floating on the surface
and cannot be immersed into the liquid zinc;
Secondly, when articles are forced to dip into liquid zinc, there will be great
danger of explosion during galvanizing if some residual water is introduced in
the pretreatment process.
The remedy is to make inlets and outlets for air and liquid zinc in some
suitable positions. Please refer to figure 1 about construction of inlets and
outlets.
|
|
Organic compounds wipe by component surface |
|
|
Some organic compounds, plastics and oils, such as paint,
epoxies, mineral oil, animal oil and vegetable oil on the article surfaces,
cannot be removed by normal treatment, the special treatments, such as
high-temperature alkali solution washing, flame burning, grit blasting, should
be used before galvanizing.
|
|
Welding flux residues
and casting sands should be removed completely |
|
|
Welding flux residues and casting sands should be removed
completely because they have bad effect on the quality of zinc coating, or even
prevent the process of galvanizing. So it is necessary to remove these foreign
inclusions by polishing, grit blasting, or by using tools like pneumatic chisel.
|
|
Allowing enough clearance for moving parts |
|
|
Allowing enough clearance for moving parts: When a galvanized
assembly incorporates moving parts (such as drop handles, shackles, and shafts) a
radial clearance of not less 1.6mm must be allowed to ensure full freedom of
movement following galvanizing. The size of clearance varies according to
different requirements (see the underside images)
|
|
The structure of article in which where are large overlapped areas |
|
|
A clearance will be created when shapes or plates overlap
each other. All edges should be seal welded when overlapped areas exist.
Otherwise acid will fill in the clearance and then ooze out affter galvanizing,
resulting in discolored article and damaged coating. (please see the underside
image)
|
|
|
When an overlapped area is unavoidable, make a gas outlet on
the surface of one of the overlapped parts (an outlet of 6mm in diameter in each
100cm²-area.), at the same time, seal weld the edges (please see the underside
image)
|
|
For a long and hollow
article |
|
|
Hermetic structure should not be applied to hollow articles
welded by various types of pipes and tubes. Make air vents, inlets and outlets
to allow all solutions and melted zinc to drain freely. The desirable position
for them is on opposite sides or diagonal sides of the articles. The diameters
of air vent should be 25% of the internal diameters or the diagonal lines of the
articles. Details of position and size should be set on the agreement of
purchaser and galvanizer. (please see the underside image)
|
|
Hanging holes and ears for hoisting |
|
|
If articles cannot be hoisted by tools like chain, hook or
basket, hanging holes or ears for hoisting should be prepared in advance.
Details should be set on the agreement of buyer and supplier.
|
|
|
|
|
Quality
inspection on zinc coating |
|
|
|
There
are three major quality indexes for inspection on zinc coating |
|
Weight |
|
|
Every country has its own standard specifications for the
coating weight according to different thickness of articles. For some special
articles, such as particularly heavy or light articles, the coating weight
requirements may be consulted between buyer and supplier. The coating weight is
the weight in each square meter area of the coating (g/m²). Normally the coating
thickness is measured by magnetic method (EN ISO 2178). (μm).
The conversion formula between coating weight and the thickness is 1g/m² = 0.14μm(micron).
|
|
Uniformity |
|
|
The coating should be uniform and continuous. The uniformity of coating can be
tested by dipping the sample in the standard copper sulphate solution. The
coating shall withstand several one-minute dips in the
copper sulphate solution without the formation of an
adherent red spot of metallic copper upon the basis metal. BS729 provides the
samples shall be subjected to four successive dips in the solution each lasting 1
minute. Each country may prescribe dip times according to situation.
|
|
Adhesion |
|
|
The coating should be adherent enough in order to prevent the coating from
peeling or flaking in regular operation condition. Normally, bending test and hammering
test are provided for testing the adherence of coating. Any test for adhesion shall be
agreed between purchaser and galvanizer.
|
|
|
|
|
Evaluations on the
appearances of coating |
|
|
The evaluation on the appearance of coating is very important.
The coating required should be complete, firm, smooth and has a
standard thickness. However, the appearance of coating of
fabricated article differs from mechanically wiped products such
as galvanized sheet, wire and pipe. The corrosion resistance of
coating will not be affected by the gloss, color, and the
presence or absence of spangle. The following section is
evaluation about the appearance:
|
|
Dark gray
coating with gray areas or networks |
|
|
Steel contains certain chemical elements like carbon (C), silicon
(Si),
phosphorus (P), manganese (Mn) and so on. With increasing Si, P content in steel
the Fe-Zn reaction rate increases and the Fe-Zn alloy layers can grow up to the surface of the coating. Galvanizing the
steel containing high Si, the accelerated Fe-Zn reaction results in the
formation of the coating with matte gray patches or networks.
The dark-gray coating has less pleasing appearance, but usually it is thicker than bright
coating and is corrosion resistance is never reduced.
|
|
Rough coating |
|
|
Normally rough coating is formed due to the uneven growth
rate of Fe-Zn alloy layers. The distribution of Si on the surface of steel is
not uniform, causing various thicknesses of Fe-Zn alloy layers. Furthermore, if
the surfaces of steel are not smooth, a rough coating is created after
galvanizing. However, the rough coating will not affect the usage of products.
If buyers have special requirement on the roughness of coating, they should
consult with galvanizing experts and provide materials that have uniform
chemical compositions and smooth surface.
|
|
|
Lumpiness and runs:
When liquid zinc draining back into zinc bath is delayed due to the shape and
size of articles, redundant liquid zinc accumulates on the article, lumpiness
and runs will be formed. The additional zinc, though wasteful, is clearly not
detrimental except in those instances where a smooth finish is essential. If
buyers have special requirements, they should discuss with suppliers to accept
improved design and treatment method for galvanizing.
|
|
|
Dross protrusions:
Dross protrusions are formed due due to zinc dross particles (Fe-Zn alloy) which
floats in the zinc bath and adheres to the surface of article during
galvanizing. Because dross has a corrosion rate similar to zinc's, it has little
effect on the normal life of the coating. A few and dispersed dross protrusions
do not affect the usability of zinc coating. Yet excessive and over large dross
protrusions will seriously destroy the completeness and appearances of the
coatings.
|
|
Wet storage strain
(white rust) |
|
|
White rust is mainly the complex compound of zinc oxide and
zinc hydroxides. It occurs when the galvanized products are exposed to a humid
or moist environment without access to freely circulating air. Galvanizers are
not responsible for this problem unless a large amount of white rust had already
occurs before the products leave the factory. If the products are exposed in
rain and unventilated environment during the transport and storage, white rust
is most likely to form. If the thickness of the coated layer still meets the
required standard after removing the white rust, the coating function will be
not affected, the products will be still qualified. One way to avoid white rust
is to stack the products in a dry and well-ventilated environment during the
storage and transport, and avoid the products to overlap each other. Covers
should be placed on the top of the articles; the other way is to passivate the
articles after galvanizing.
|
|
Black spots (uncoated
areas) |
|
|
Inadequate pretreatment of the steel surface is the major
cause of uncoated areas. However some common causes of black spots, such as
welding flux residues do not removed clearly; rolling defects in steel
(laminations, laps, folds, and noon-metallic impurities rolled in to the steel
surface); cannot be controlled by galvanizer. Therefore each country has a
relevant standard in which the size of the uncoated area permitted to repair and
the materials permitted for repairing the uncoated area are provided. General
speaking, if black spot is less than 3mm in width and 40mm² in area, it may be
renovated by the use of good quality zinc-rich paint or by zinc thermal spraying
according to the relevant regulation.
|
|
|
|
|
|