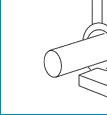
镀层出现灰色表面及灰黑色的网纹
镀层出现灰色表面及灰黑色的网纹
|
|
|
钢铁工件中的化学成分碳(C)、硅(Si)、磷(P)、锰(Mn)等,随着其含量的增加,将加速 Fe-Zn 合金反应,使锌铁合金层扩展至镀层表面,特别是随着
硅(Si) 元素含量增加,更使钢加速与热熔的锌相互间的扩散和增长,形成灰色的表面甚至出现灰黑色的网纹。
但由于该层灰黑色的镀层比明亮的镀层还要厚,除了在观感上不美观以外,其保护及防止锈蚀之能力完全不逊于明亮的镀层,反而会更加耐腐蚀。
何况,热镀锌产品在使用一段不长的时间后都不可避免地会变成灰暗色。
ASTM123、JISH8641、BS729 等标准均认为灰色镀层不影响镀锌层的耐腐蚀性。
新版的 BS EN ISO1461:1999
标准则更加明确增加了以下内容:“只要镀层厚度大于规定的最小值,被镀工件表面即使存在暗灰区域(如暗灰色的网状花纹区域)或有些表面不均匀都不应视为报废的原因”。
|
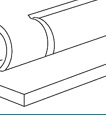
镀层表面粗糙
|
|
 |
一般粗糙锌膜是由于锌铁合金的不均匀生长造成的。因为在钢铁中各化学元素的分布是不均匀的,因而生成的锌铁合金层厚度不一样,以及由于钢铁表面的平滑状况不同,致使镀后工件有一定粗糙度,但它不会影响使用质量。
但如果使用者预先有特别要求,则应询问镀锌专家意见采用成分均一及表面光洁度好的材料。
|
|
|
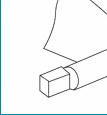
镀层表面有积锌及流水痕
由于被镀工件的结构形状及尺寸原因,多余的锌液会在一些锌液回流不畅顺的地方聚积,形成积锌和流水痕。
这不会有损镀层的使用,相反会形成厚的镀层,增加防腐能力。如使用者对这方面有特别要求,则应与镀锌厂家共同商讨以特别设计和处理方式去浸镀。
|
|
|
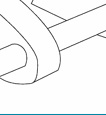
表面锌瘤
锌瘤主要来自锌渣(一种悬浮的锌铁合金粒粘附在被镀工件表面上),去除锌瘤后可显现完整镀锌层。
其耐腐蚀性相当于一般锌层,少量及分散的锌瘤对镀层表面使用无大碍,但过量及过大锌瘤则严重破坏镀层的平整和外观。
|
表面白锈
|
|
|
白锈主要是锌的腐蚀产物 -- 碱式氧化锌。白锈发生在严重重迭,容易受潮又通风不良的锌层表面中。
这种腐蚀产物的形成对镀锌层的消耗是极小的,几乎不影响镀锌层的使用寿命。除大量白锈在出厂前已经发生,应由镀锌厂家负责外,在运往工地或储存在仓库时,受雨水淋湿及通风不良时最容易产生白锈;
但若白锈刷去后其镀层仍符合标准要求厚度,则不影响使用,仍可接受。
根除白锈的办法:
1. 储存和运输过程必须提供干爽通风环境,不要重迭堆放,工件上面应予以遮盖。
2. 镀后将工件进行钝化处理。
|
裸露斑点(少量漏镀)
|
|
|
裸露斑点是镀前处理工件不够彻底而产生不能浸镀的无镀锌层的地方,亦即漏镀。但诸如常见的焊渣不清,原材料在钆钢时表面产生幼小的缝坑或缺陷,制造时屈折辗压致不能入镀之杂质混入了钢材表面而造成漏镀,则非镀锌者能控制的成因。
因而各国标准中都有对较少面积的漏镀允许用富锌漆修补的规定。一般而言,如裸点少于 3 毫米 宽和 40 平方毫米
的面积者,可以按照标准施以等量的富锌漆或金属喷漆修复是可以接受的。
|